零件材料工艺练习题
以下为《零件材料工艺练习题》的无排版文字预览,完整内容请下载
/
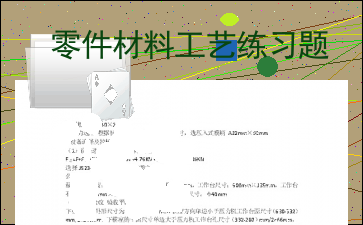
冲制如图所示零件,材料Q235,料厚1mm,抗剪强度τb为450MPa,大批量生产。
1.零件的工艺性分析
结构工艺性 零件结构较简单,形状对称,孔径10mm,孔某某7.5mm均大于1.5倍料厚,可以直接冲出,因此比较适合冲裁。
精度 公差等级ST7级,因此可以通过普通冲裁方式保证零件的精度要求
原材料 Q235是常用冲压材料,具有良好的塑性(δ=26%)屈服极限为235MPa,适合冲裁加工。
综上所述,该零件具有良好的冲裁工艺性,适合冲裁加工。
2.工艺方案确定 该零件需要落料和冲孔两道工序完成,可采用的方案有三种: 方案一:单工序冲裁,先落料再冲孔。 方案二:复合冲裁,落料冲孔同时完成。 方案三:级进冲裁,先冲孔再落料。 由于是大批量生产,因此方案一不满足生产效率的要求,?方案二和方案三都具有较高的生产效率,但由于产品本身精度要求不高,采用方案三级冲压。
3.模具总体设计 (1)?模具类型的确定?级进模 (2)模具零件结构形式确定 1)送料及定位方式。采用手工送料,导料板侧刃定位,导料板台阶进行挡料
2)卸料与出件方式。采用弹性卸料装置卸料,刚性推件装置推件。
3)模架的选用。选用对角导柱导向的滑动导向模架。 4.工艺计算 (1)排样设计 根据工件形状,这里选用有废料的直排排样类型,查表3-3得工件间搭边a1=2mm,侧搭边a=2.5mm,条料宽度
??
?
0
=(L+1.5a+nb
)
??
0
=(55+1.5×2.5+2×1.5
)
??
0
=
61.75
?0.5
0
mm,进距S?=?35mm?+2mm??=37mm。查表3-4得裁板误差?=0.5mm,可得到排样图。
根据GB/T708--2006可知,这里选用的钢板规格为1000mmx800mm,采用纵裁法,则可裁得宽度为61.75mm的条料12条,每条条料可冲出零件27个。由图可计算出该零件的面积为:?
A=π102+35×35+15×10×2-2π52=1682mm2,则材料利用率为
η=
NA
????
×100%=
27×12×1682
1000×800
=68.12%
(2)冲裁工艺力计算 总的冲裁力F冲裁为落料力F落料和冲孔力F冲孔之和,其中:
F落料=KL落料tτb=1.3×L1×1×450=585×(35×2++15×2+π20)=95.238KN
F冲孔=KL冲孔tτb=1.3×L2×1×450=585×2×π×10=36.738KN
则总的冲裁力F冲裁=F落料+F冲孔=95.238KN+36.738KN=131.976KN F卸=K卸F落料=0.05×95.238KN=4.76KN
F推=nK推F冲孔=5×0.055×36.738KN=10.1KN
K卸、K推由表3-8查某某。由表3-30查某某凹模刃口直壁高度取5mm,则n=
?
??
=
5
1
=5。
压力中心的计算
/
建立如图所示坐标系,由于外形以X轴对称,因此压力中心在X轴上,仅需计算Xc即即可,
Xc=
??1??1+??2??2+??3??3
??1+??2+??3
=
0+37×2×10×3.14
3.14×(162.8+62.8)
=3.28mm,因此其压力中心为(3.28,0)
5.模具零件详细设计
(1)工作零件设计 工作零件包括凸模、?凹模。由于零件外形规则,其模具采用分别加工法制造
1)落料,以凹模为基准,选用第iii类冲裁间隙,c=(7%~10%)t
即cmin=7%t=0.07×1mm=0.07mm,cmax=10%t=0.1×1mm=0.1mm
查表3-25得凸、凹模的制造 内容过长,仅展示头部和尾部部分文字预览,全文请查看图片预览。 KN =146.836KN
选择JB23-16压力机,数据参数如下:
公称压力:160KN
最大闭合高度:180mm,闭合高度调节量:45mm,工作台尺寸:500mm×335mm,工作台孔某某:220mm×140mm直径200mm,模柄孔某某:φ40mm
(2)设备验收 验收平面尺寸和闭合高度
下模座最大外形尺寸为332mm×259mm,长度方向单边小于压力机工作台面尺寸(630-332)mm/2=149mm,下模座的平面尺寸单边大于压力机工作台孔某某(332-200)mm/2=66mm,因此满足模具安装要求。模具闭合高度170+55=225mm,小于压力机最大闭合高度,因此所选设备合适。
[文章尾部最后300字内容到此结束,中间部分内容请查看底下的图片预览]
以上为《零件材料工艺练习题》的无排版文字预览,完整内容请下载
零件材料工艺练习题由用户“slglp”分享发布,转载请注明出处